液压压力机图片_液压压力机系统工作原理及排除方法_液压压力机问题解答_液压压力机文档 下载_相关设备
作者: 来源: 时间:2014-10-05 13:56:30 点击次数:3161
液压压力机图片
液压压力机主要是有机架、液压系统、冷却系统、加压油缸、上模及下模,加压油缸装在机架
上端,并与上模联接,冷却系统与上模、下模联接。其特征在于机架下端装有移动工作台及与移动
工作台联接的移动油缸,下模安放在移动工作台的上面。
液压压力机操作方法
1、送油阀操作
(1)在操作送油阀前先将加载速度指示装置开启,并迅速将调节器旋到适当位置,使指示盘保持一
定的转速。例如在3000kN量程上欲采用50kN/s的加载速度应调整到1r/min。又如在1500kN量程上欲
采用12.5kN/s加载速度则应调整到0.5r/min(转速均用秒表测定)。调整好指示盘转速后保持不变
。
(2)为了使油泵输出的油很快地进入油缸,快速升起活塞以减少辅助时间,开始时送油阀可以开
得大一些。当试件开始加载时应注意操纵送油阀手柄,根据试件的加载速度调节送油阀,即指针运
动应与指示盘保持同步,尤其是接近破碎吨位时更应保持严格同步,不应使加荷速度大于或低于指
示盘,以免影响实验的准确性。
2、回油阀操作
试件被破碎后,慢慢地旋开回油阀,使油缸内的油回到油箱。此时摆锤徐徐落下,度盘的主动
针回到零位。但应注意不必将油缸内的液压油全部放完使工作活塞下落太低,只要能容纳下一次试
件顺利安置即可,待下次试件放妥后,即关上回油阀,工作活塞即上升并保持原速度加荷。工作完
毕后也可关上送油阀(此时若回油阀未打开,则工作缸有低压供油可使活塞空载上升)。
液压压力机安装与调试
一、安装
1. 试验机应安装在清洁、干燥、温度均匀,周围无震动,无腐蚀性气体影响的房子里。
2. 安装地点应位置适当,便于操作和维护保养。安装地基应牢固可靠。
3. 装接油管时特别要注意接头内紫铜垫圈是否放上,油管是否干净、畅通,否则拧紧接头后不能
密封,还会弄脏油液和妨碍油液流动。
二、调试方法
(1).拆去下承压板、遮板及定位芯子,将0.10/1000方水平仪纵横向放置于活塞端面上,找纵横
向水平至±1格,若超出±1格,可在下螺母底面加垫铁再找正,拧紧地脚螺母,复核至合格为止。
(2). 测力计机体的水平调试方法:将0.10/1000方水平仪靠上上箱体后面一加工过的检测平面,
检测前后向水平。在摆杆上挂上A、B、C铊,开动油泵电机运转2-5分钟后,排除油管及油泵内残存
气体,关闭回油阀,打开送油阀,使活塞上升5-10mm,关闭送油阀(油泵电机继续运转),此时检
查摆杆刻线是否与挡架上、下对准刻线对齐,否则可在机座下加垫铁,调试到上、下对准刻线对齐
,拧紧地脚螺母,再复核一遍,如有误差,可旋动平衡铊进行调整。
(3).液压力机的液压油需要经常检查并定期更换,否则对于液压压力机的整体加工性能产生很大
影响
液压压力机下滑快的工作原理
1.向上顶出。电磁铁4ya通电,这时
进油路;液压泵-顺序阀-上液压缸换向阀-下液压缸换向阀-下液压缸下腔
回油路;下液压缸上腔-下液压缸换向阀-油箱
2.向下推出。电磁铁4ya断电、3ya通电。这时
进油路;液压泵-顺序阀-上液压缸换向阀-下液压缸换向阀-下液压缸上腔
回油路;下液压缸下腔-下液压缸换向阀-油箱
3.原位停止;电磁铁3ya、4ya都断电,下液压缸换向阀处于中位。
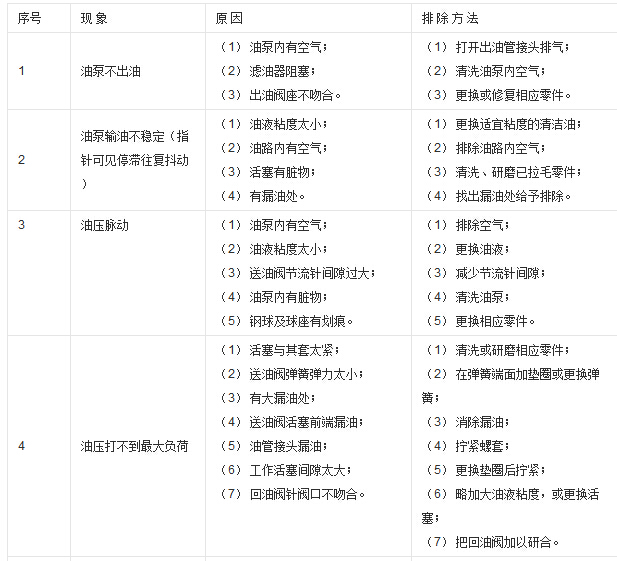
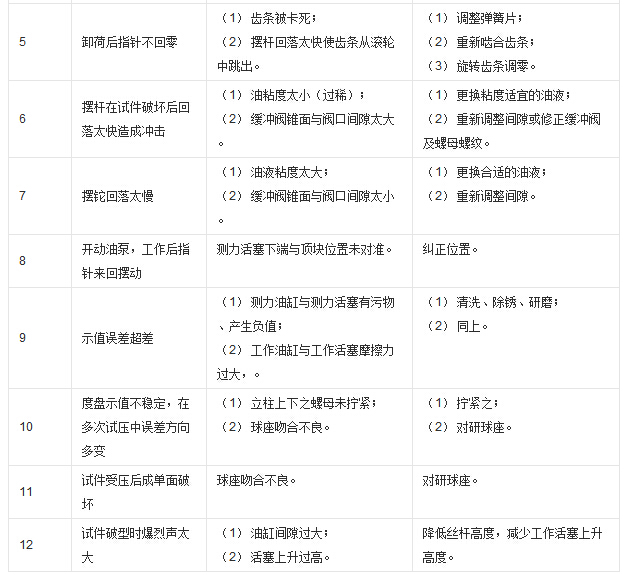
液压压力机故障排除方法
液压压力机主要特点
1.本机采用液压传动,高度专业集成阀块,超大流量通径,使系统压力损失少,密封性能好。
2.插装阀、电液比例阀的使用和独特的油路设计使液压系统完美无缺,即使在长期大负荷的情况下
工作,系统也不会出现力不从心的现象。
3.系统设计预泄荷装置,彻底消除了液压冲击。
4.先进的快速装置,确保您的班产量。
5.电器部分采用进口SY三谊全自动控制系统,抗干扰能力强、故障率低。
6.机体采用卧式整体钢结构,强度高,稳定性好,不需要安装地脚螺钉。
7.电气部分采用PC控制,抗干扰性强,自动程度高,操作简单。
8.液压站采用整体式sy三谊专业阀块及大通经装阀,杜绝了油的渗漏,降低了系统的油温,提高了
系统的稳定性。
9.机架部分采用整体铸钢件,提高了设备的可靠稳定性和使用的寿命。
10.油缸采用串联式油缸,提高了运动速度和生产效率。
11.根据用户工况另带螺旋自动送料器、链条式自动出料器,降低了工人的劳动强度
液压压力机主要技术指标
最大试验力:1000kN
示值精度:±2%
力值显示:0-200kN,0-1000kN
承压板间最大净距:300mm
上压板尺寸:250×250mm
下压板尺寸:250×250mm
液压压力机文档下载:
|
|
单杠液压压力机
|
液压压力机开题报告
|
液压压力机问题解答:
问题一:什么是液压压力机?
答:液压压力机主要是有机架、液压系统、冷却系统、加压油缸、上模及下模,加压油缸装在机架
上端,并与上模联接,冷却系统与上模、下模联接。其特征在于机架下端装有移动工作台及与移动
工作台联接的移动油缸,下模安放在移动工作台的上面。
液压压力机是专用于生产海上养殖器具——水漂的,该设备包括:破碎机、挤出机、液压机、
合模机组成,从废料的破碎到成型全套都包括了,设备精美操作简单,并且效益高、很实用,适合
各种规模工厂使用。
问题二:压力机和液压机的区别?
答:压力机(包括冲床、液压机)是一种结构精巧的通用性压力机。具有用途广泛,生产效率高等
特点,压力机可广泛应用于切断、冲孔、落料、弯曲、铆合和成形等工艺。通过对金属坯件施加强
大的压力使金属发生塑性变形和断裂来加工成零件。机械压力机工作时由电动机通过三角皮带驱动
大皮带轮(通常兼作飞轮),经过齿轮副和离合器带动曲柄滑块机构,使滑块和凸模直线下行。机
械压力机在锻压工作完成后滑块程上行,离合器自动脱开,同时曲柄轴上的自动器接通,使滑块停
止在上止点附近。
液压机是一种以液体为工作介质,根据帕斯卡原理制成的用于传递能量以实现各种工艺的机器
。液压机一般由本机(主机)、动力系统及液压控制系统三部分组成。液压机分类有阀门液压机,
液体液压机,工程液压机。
问题三:厂家和用户单位对压力机/液压机/油压机应如何调试?
答:杜甫机械厂家在压力机/液压机/油压机出厂前,用户单位在新设备安装后以及设备经过修理后
,须对压力机/液压机/油压机按有关标准进行调试。
一、做好技术准备,熟悉被调试设备
先仔细阅读设备使用说明书,全面了解压力机/液压机/油压机的用途、技术性能、主要结构、设备
精度标准、使用要求、安全技术要求、操用使用方法、试车注意事项等。
消化好“液压系统图”,弄清液压系统的工作原理和性能要求,为此必须明确液压、机械与电
气三者的功能和彼此的联系、动作顺序和连锁关系,熟悉液压系统中各元件在设备上的实际位置,
它们的作用、性能、结构原理及调整方法。还要分析液压系统各执行元件的动作循环和运动顺序及
相应的油路、压力和流量。对有可能发生压力机/液压机/油压机安全事故的部位如何采取有效的预
防和可靠的应变措施等。
在上述考虑的基础上确定压力机/液压机/油压机调试内容、步骤及调试方法。
二、压力机/液压机/油压机调试前的检查
(1)试机前对裸露在外表的液压元件及管路等再进行一次擦洗,擦洗时用海绵禁用棉纱。
(2)导轨、各加油口及其它滑动副按要求加足润滑油。
(3)检查油泵旋向、油缸、油马达及油泵的进出油管是否接错。
(4)检查各液压元件,管路等连接是否正确可靠,安装错了的予以更正。
(5)检查各手柄位置,确认“停止”、.“后退”及“卸荷”等位置,各行程挡块紧固在合适位
置。
(6)旋松溢流阀手柄,适当拧紧安全阀手柄,使溢流阀调至更低工作压力。流量阀调至最小。
(7)合上电源。
三、压力机/液压机/油压机调试
(1)点动:先点动泵,观察油泵转向是否正确,电源接反不但无油液输出,有时还可能出事故,
因此切记运转开始时只能“点动”。待泵声音正常并连续输出油液以及无其它不正常现象时,方可
投入连续运转和空载调试。
(2)空载调试:先进行 l0 一 20 分钟低速运转,有时需要卸掉油缸或油马达与负载的连接。特
别是在寒冷季节,这种不带载荷低速运转 ( 暖机运转 ) 尤为重要,某些进口设备对此往往有严格
要求,有的装有加热器使油箱油液升温。对在低速低压能够运行的动作先进行试运行。
(3)逐渐均匀升压加速,具体操作方法是反复拧紧又立即旋松溢流阀、流量阀等的压力或流量调
节手柄数次,并以压力表观察压力的升降变化情况和执行元件的速度变化情况,油泵的发热、振动
和噪声等状况。发现问题要及时分析解决。
(4)按照动作循环表结合电气机械先调试各单个动作,再转入循环动作调试,检查各动作是否协
调。调试过程中普遍会出一些问题,诸如爬行、冲击与不换向等故障,对复杂的国产和进口设备,
如果出现难以解决的问题,可大家共同会诊,必要时可求助于压力机/液压机/油压机生产厂家。
(5)最后进入满负载调试,即按压力机/液压机/油压机技术性能进行最大工作压力和最大 ( 小
) 工作速度试验,检查功率、发热、噪声振动、高速冲击、低速爬行等等方面的情况。检查各部分
的漏油情况,往往空载不漏的部位压力增高时却漏油。发现问题,及时排除,并作出书面记载。
如一切正常,可试加工试件。试车完毕,停车后压力机/液压机/油压机一般要复原,并做好详细调
试记录存档。
(6)经上述方法调试好压力机/液压机/油压机各手柄,一般不要再动。对即将包装出厂的压力机
/液压机/油压机应将各手轮全部松开。对长期不用的压力机/液压机/油压机,应将压力阀的手轮松
开,防止弹簧产生变形而影响到机械设备启用时出现各类故障,影响性能。
问题四:压力机和冲床有什么区别?
答:压力机由电机经过传动机构带动工作机构,对工件施加工艺力。传动机构为皮带传动、齿轮传
动的减速机构;工作机构分螺旋机构、曲柄连杆机构和液压缸。
压力机分螺旋压力机、曲柄压力机和液压机三大类。曲柄压力机又称为机械压力机。
螺旋压力机无固定下死点,对较大的模锻件,可以多次打击成形,可以进行单打、连打和寸动
。打击力与工件的变形量有关,变形大时打击力小,变形小(如冷击)时打击力大。在这些方面,
它与锻锤相似。但它的打击力通过机架封闭,故工作平稳,振动比锻锤小得多,不需要很大的基础
。
压力机的下部都装有锻件顶出装置。螺旋压力机兼有模锻锤、机械压力机等多种锻压机械的作
用,可用于模锻、冲裁、拉深等工艺。此外,螺旋压力机结构简单,制造容易,所以应
用广泛。 而冲床就是一台冲压式压力机。在国民生产中,冲压工艺由于比传统机械加工来说有节约材料和
能源,效率高,对操作者技术要求不高及通过各种模具应用可以做出机械加工所无法达到的产品这
些优点,因而它的用途越来越广泛。
相关设备








